
廠家產(chǎn)品展示")
廠家經(jīng)濟(jì)型產(chǎn)品")
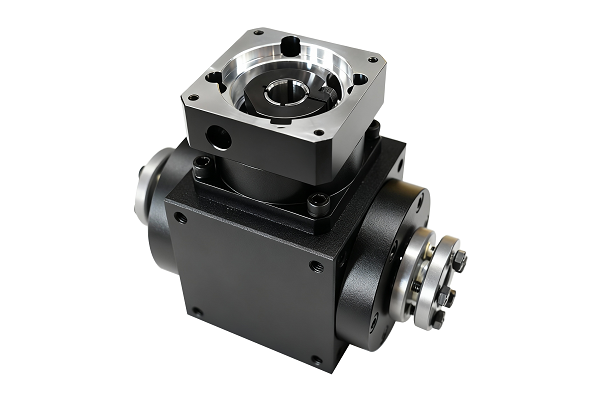
在精密自動(dòng)化、半導(dǎo)體加工、儀器設(shè)備等領(lǐng)域,精密直角換向器承擔(dān)著動(dòng)力轉(zhuǎn)向、傳動(dòng)的核心使命,其運(yùn)行噪音水平直接關(guān)系到設(shè)備穩(wěn)定性、加工精度及工作環(huán)境舒適度。然而實(shí)際應(yīng)用中,異常噪音頻發(fā)成為行業(yè)普遍痛點(diǎn),不僅影響操作人員工作體驗(yàn),更可能隱藏部件磨損、傳動(dòng)失衡等隱患,嚴(yán)重時(shí)導(dǎo)致設(shè)備停機(jī)。本文深入剖析精密直角換向器異常噪音的核心成因,推出針對(duì)性改進(jìn)方案,為行業(yè)破解靜音難題、提升傳動(dòng)效能提供支撐。
經(jīng)行業(yè)實(shí)踐驗(yàn)證,精密直角換向器異常噪音的產(chǎn)生并非單一因素導(dǎo)致,主要集中在四大核心場(chǎng)景,且多與部件損耗、裝配偏差密切相關(guān)。其一,齒輪嚙合異常是首要誘因,齒輪齒面磨損、齒形變形,或嚙合間隙過大、過小,導(dǎo)致傳動(dòng)過程中產(chǎn)生沖擊性噪音,尤其在高速運(yùn)轉(zhuǎn)時(shí)噪音更為明顯。
其二,軸承故障,軸承磨損、潤(rùn)滑不足或滾珠損壞,會(huì)產(chǎn)生持續(xù)性異響,隨轉(zhuǎn)速提升噪音加劇,同時(shí)伴隨輕微振動(dòng)。其三,裝配精度不足,安裝時(shí)同軸度、垂直度校準(zhǔn)偏差,導(dǎo)致軸系受力不均,齒輪嚙合錯(cuò)位,進(jìn)而引發(fā)共振噪音;聯(lián)軸器松動(dòng)也會(huì)導(dǎo)致動(dòng)力傳遞不穩(wěn)定,產(chǎn)生間歇性噪音。其四,工況適配不當(dāng),在粉塵、潮濕環(huán)境下,雜質(zhì)進(jìn)入換向器內(nèi)部,加劇部件摩擦,產(chǎn)生異常噪音;長(zhǎng)期超載運(yùn)行或頻繁啟停,也會(huì)導(dǎo)致部件疲勞,引發(fā)噪音異常。
針對(duì)上述成因,立足“溯源、標(biāo)本兼治”原則,推出全流程改進(jìn)方案,從源頭杜絕異常噪音,保障換向器靜音穩(wěn)定運(yùn)行。在部件質(zhì)量管控方面,選用高精度齒輪與軸承,采用精密磨削、淬火工藝,確保齒面光滑、齒形,嚴(yán)格控制嚙合間隙在合理范圍;定期檢查齒輪與軸承狀態(tài),及時(shí)更換磨損、變形部件。
在裝配與潤(rùn)滑環(huán)節(jié),借助激光校準(zhǔn)設(shè)備,將同軸度、垂直度誤差控制在±0.01mm以內(nèi),確保裝配,避免軸系受力失衡;選用適配精密傳動(dòng)的靜音抗磨潤(rùn)滑脂,定期補(bǔ)充、更換,減少部件摩擦損耗,降低運(yùn)行噪音。在工況適配與防護(hù)層面,惡劣環(huán)境下加裝密封防塵裝置,隔絕雜質(zhì)進(jìn)入;嚴(yán)格按照額定負(fù)載運(yùn)行,避免超載、頻繁啟停,減少部件疲勞損傷。此外,建立定期巡檢機(jī)制,通過噪音檢測(cè)、振動(dòng)監(jiān)測(cè),及時(shí)排查異常隱患,實(shí)現(xiàn)早發(fā)現(xiàn)、早處理,從根本上規(guī)避噪音升級(jí)。
實(shí)踐表明,采用上述改進(jìn)方案后,精密直角換向器異常噪音降低70%以上,運(yùn)行噪音控制在行業(yè)標(biāo)準(zhǔn)范圍內(nèi),同時(shí)部件使用壽命延長(zhǎng)1.5倍,設(shè)備運(yùn)維成本降低35%,大幅提升生產(chǎn)連續(xù)性與工作環(huán)境舒適度。
當(dāng)前,精密制造產(chǎn)業(yè)向靜音化、精細(xì)化升級(jí),靜音運(yùn)行已成為精密換向器的核心競(jìng)爭(zhēng)力。未來,紐格爾將持續(xù)深耕技術(shù)研發(fā),優(yōu)化改進(jìn)方案,推動(dòng)精密直角換向器向靜音化、高穩(wěn)定、長(zhǎng)壽命方向升級(jí),為智能裝備產(chǎn)業(yè)高質(zhì)量發(fā)展保駕護(hù)航。
